
XZ42系列水平分型全自动脱箱射压造型线
主要规格和技术参数
| 项目 型号 | 砂型尺寸
(mm) |
造型速度
(sec/mold) |
下芯时间
(sec/mold) |
压缩空气耗量
(m3/min) |
功率
(kw) |
型砂耗量
(T/h) |
| XZ42-6556A | 650 × 560 × 150/150 | 25 | 22 | 5 | 45 | 约22 |
| XZ42-6556H | 650 × 560 × 200/200 | 26 | 23 | 5 | 45 | 约29 |
| XZ42-7060H (Ⅰ) | 700 × 600 × 250/200 | 28 | 25 | 5.5 | 45 | 约35 |
| XZ42-7060H (Ⅱ) | 700 × 600 × 250/200 | 28 | 25 | 5.5 | 45 | 约39 |
| XZ42-8070H | 800 × 700 × 220/220 | 30 | 27 | 6.5 | 55 | 约42 |
制造工艺流程

模板反压的效果
射砂结束后,模板和模型向砂箱内压实(模板反压),促使与模板、模型接触的铸型表面紧实度大幅提高(分布也比较均匀),而远离模板和模型的砂型背面紧实度略低(图B),有利于铸型透气性改善,其结果与传统的压实(压板从砂型上方加压)效果正好相反(图A、图B)。


造型线附带两只模板框(一只生产中,一只供准备);通过快速换模机构,实现快速换模,提高了生产率

配有液压系统油温控制器,有效控制油温,确保油品质量和液压系统性能稳定。
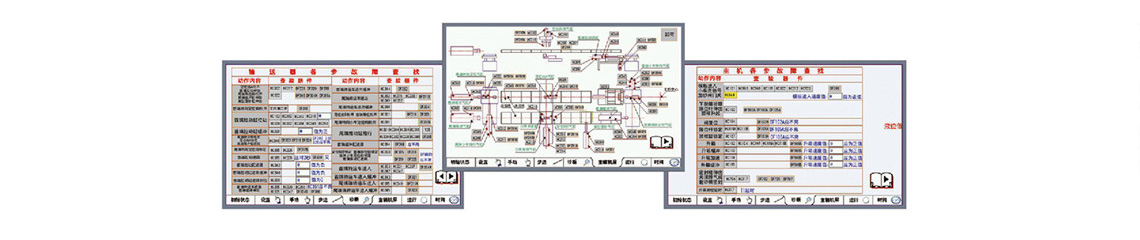
造型主要动作均比例阀控制,动作快慢结合,柔性强,效率高

采用优质元器件,比如缸、阀、泵、电气元件等,确保
设备运行可靠、稳定
带故障自诊断功能,方便排除故障;操作简单
采用多项密封、防尘技术,比如导杆、模板框、射砂阀门等处。
避免喷砂漏砂,提高了耐磨性和密封性


下芯时间长
下芯时不停机
机外下芯安全性高
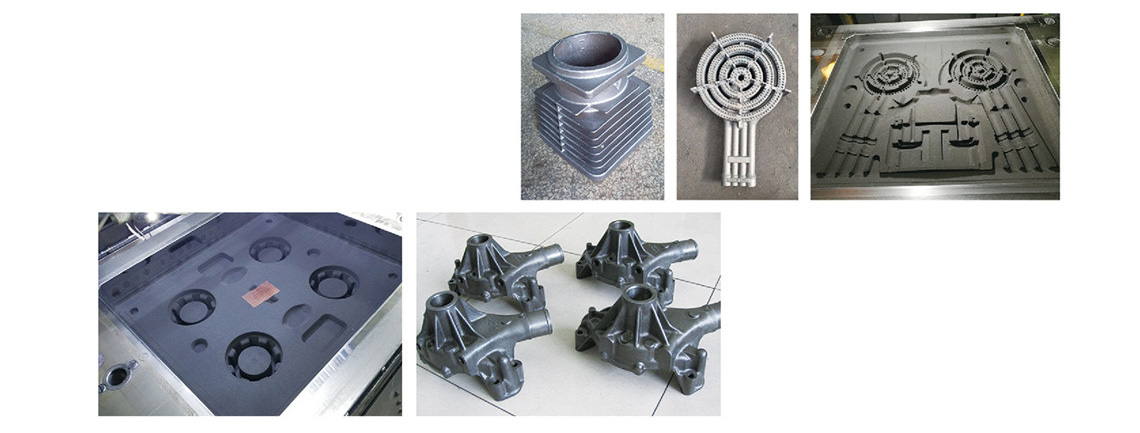
对于一些特殊铸件,比如炉头、带散热片的气缸头等,模板反压工艺能较容易解决成型问题

造型工序简单,无砂箱翻转、回转动作,能耗低,造型动作稳定、可靠
模板反压作用,型腔面硬度达到要求时,其背面硬度低于型腔面硬度,砂型透气性良好

快盈lV 对于普通灰铁件,建议采用平板式压铁;对于一些复杂球铁件,建议采用专用夹板式压铁,而且均带有压铁清扫机构
布线方案

| 序号 | 名称 | |
| 1 | 造型机 | flashless molding machine |
| 2 | 浇注环轨 | pouring station |
| 3 | 铸型输送机 | mold conveyor |
| 4 | 推型机构 | mechanism of pushing mold |
| 5 | 取放压铁机械手 | machanical arm |
| 6 | 冷却段 | cooling section |

布线方案需考虑如下因素
| 铸件的冷却时间 | 模具库位置空间 |
| 物料运输通道、堆放位置 | 铸件出料、走向 |
| 厂房的长宽尺寸及位置朝向 | 必需的环保设备位置空间 |
| 铁水转运便捷安全 | 安全通道 |
| 砂芯周转位置空间 | 浇注速度的保证 |
几项说明
性能合格的型砂是射压造型线正常使用的基本条件。
合格型砂性能如下:
| 项目 | 推荐值 |
|
湿压强度(kpa) (kgf/cm2) |
120~140 1.2~1.4 |
|
湿拉强度(kpa) (kgf/cm2) |
-20 ~0.2 |
| 透气性 | ≤120 |
| 紧实率 | 38±2% |
| 型砂水分含量 | 2.8~3.5% |
| 有效膨润土含量 | ^7.5% |
| 含泥量 | 11~14% |
| 砂温 | ≤室温+10°C |
| 原砂粒度 | 70/140 (50/100) |
理想的砂铁比是5:1 ~10:1。砂铁比太高,则铸件产量低,型砂消耗量大,而且落砂后的型砂不利于溃散和回用;砂铁比太低,则砂温高,增加了后续砂冷却的难度,而且型砂有效成分一膨润土和煤粉烧损大,给混砂后型砂性能保证带来难度。
通常的射砂压力是0.16~0.25MPa。
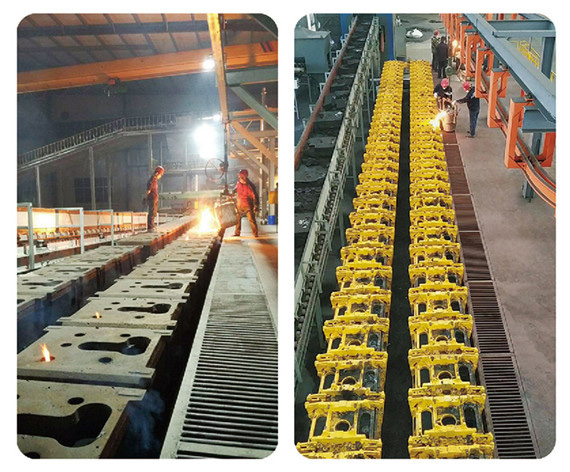
现场案例


COPYRIGHT © 2021 快盈lV 版权归本公司所有